Fallstudie 1
„26M STANDMENGE PRO AKTIVER FRÄSERZAHN. VERZAHNTE TEILE PRO NACHSCHLIFF : 17'000 STÜCK“
Anwendung
Automobil GetriebeherstellerAnforderung des Kunden
Reduktion der Stückkosten bei gleichbleibender Taktzeit, Weich – Fertigbearbeitung trocken, Qualitätsanforderung DIN 7Schnyder Lösungskonzept
Substitution des PM Wälzfräsers durch einen Vollhartmetallwälzfräser mit neuartigem UltrafeinkornWerkstück / Werkzeug
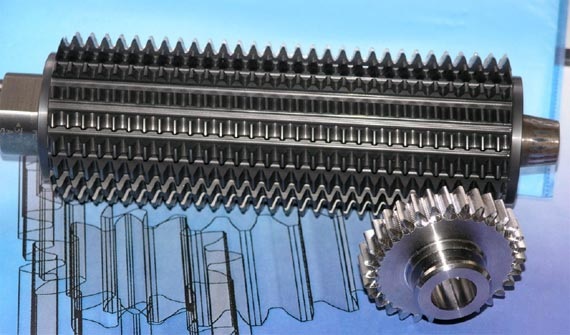
Werkstück- / Verzahnungsdaten
Geradverzahntes Stirnrad mit 31 Zähnen, DP12 - 20° EW, Aussen-Ø 70.3mm, Verzahnungsbreite 17mm, Werkstoff 16MnCr5 - 630 N/mm2Wälzfräser Spezifikationen
Schaft-Wälzfräser: Ø80 x 273/ 200 – Schaft Ø32/ SK30 - 19 Spannuten, Nanokorn VHM (AAA) / 2gg- reHartstoffbeschichtung: Alcrona
Verfahren
1. Schnitt: h 4.60mm Gegenlauf vc 280 m/min, fa 1.80 mm/U2. Schnitt: h 5.125mm Gleichlauf vc 400 m/min, fa 1.20 mm/U
Kopfspandicke ca. 0.10- 0.13mm
Verzahnungsmaschine
Pfauter P210 CNCResultat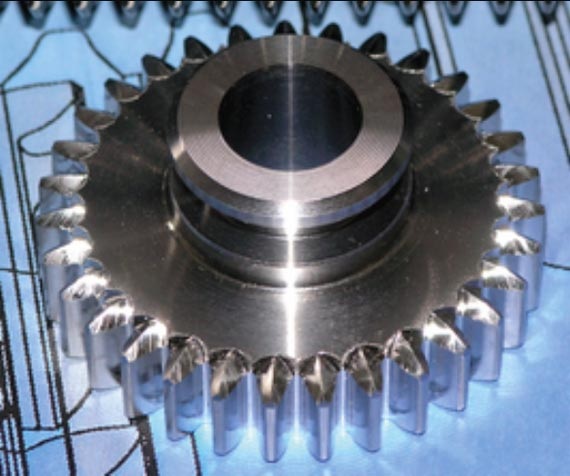
Verzahnte Teile pro Nachschliff: 17‘000 Stück (!)Anzahl Nachschliffe: 25
Zerspanungslänge: 151‘000 m
Spanvolumen: 6‘300 mm3/Stück
Anzahl Fräserzähne: 285
Aktive Fräserzähne: 238
Standmenge: 26 m / aktiver Fräserzahn
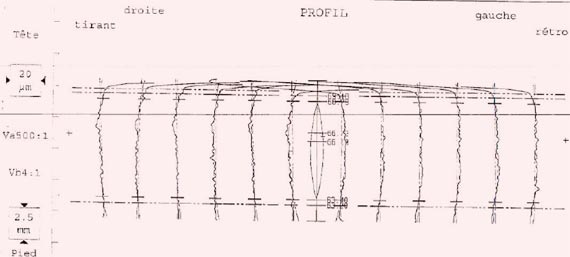
Qualität der Werkstücke mit Werkzeug im Neuzustand
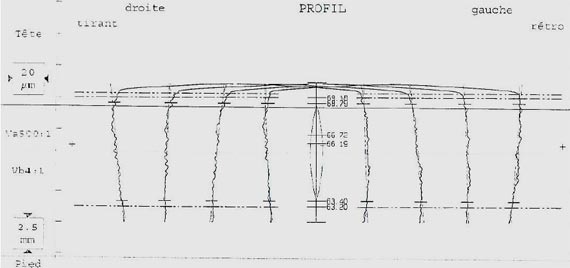
Qualität der Werkstücke nach 13'000 Stk, Werkzeug mit Verschleissmarke von 0.05mm
Konkreter Kundennutzen
Vorher erreichte Stückzahlen mit PM Wälzfräser: 2'000 Stück pro NachschliffAktuell erreichte Stückzahlen mit Schnyder Vollhartmetallfräser: 17'000 Stück pro Nachschliff
Nutzen:
 tiefere Stückkosten weniger häufige Werkzeugwechsel
tiefere Stückkosten weniger häufige Werkzeugwechsel
Fallstudie 2
„65M STANDMENGE PRO AKTIVER FRÄSERZAHN. VERZAHNTE TEILE PRO NACHSCHLIFF : 44'000 STÜCK“
Anwendung
Herstellung von Lenksystemen für AutomobileAnforderung des Kunden
Reduktion der Stückkosten bei gleichbleibender Taktzeit, Weich – Fertigbearbeitung trocken, Qualitätsanforderung DIN 7Schnyder Lösungskonzept
PERFECT CUT® VollhartmetallwälzfräserWerkstück / Werkzeug

Werkstück- / Verzahnungsdaten
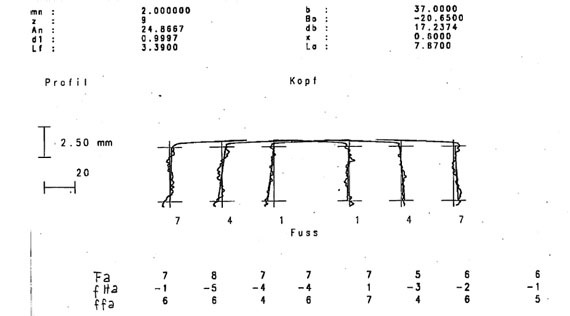
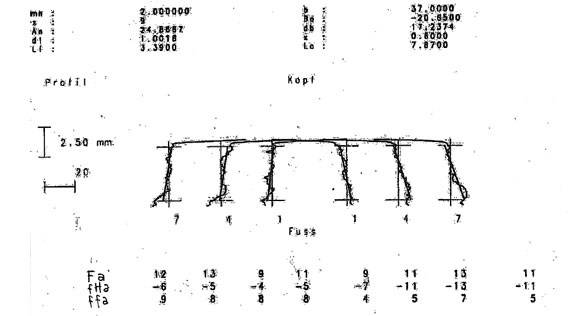
Schrägverzahntes Ritzel mit 9 Zähnen, Mn 2.00- 25° EW, Aussen-Ø 24.0 mm, Verzahnungsbreite 45mm, Werkstoff 16MnCr5 - 630 N/mm2Wälzfräser Spezifikationen
Schaft-Wälzfräser: Ø50 x 233/153 – Schaft Ø22 (2x) - 15 Spannuten, Feinstkorn VHM (AAA) / 1gg- liHartstoffbeschichtung: Alcrona
Verfahren
1. Schnitt: h 3.16mm Gegenlauf vc 375 m/min, fa 1.50 mm/U2. Schnitt: h 3.46mm Gleichlauf vc 400 m/min, fa 1.20 mm/U
Kopfspandicke ca. 0.16 mm
Verzahnungsmaschine
Gleason Pfauter P60 CNCResultat
Verzahnte Teile pro Nachschliff: 44‘000 Stück (!)Anzahl Nachschliffe: 24
Zerspanungslänge: 440.000 m
Spanvolumen: 5’042 mm3/Stück
Anzahl Fräserzähne: 349
Aktive Fräserzähne: 296
Standmenge: 65 m / aktiver Fräserzahn
Qualität der Werkstücke mit Werkzeug im Neuzustand
Qualität der Werkstücke nach 44’000 Stk, Werkzeug mit Verschleissmarke von 0.10 mm
Konkreter Kundennutzen
Vorher erreichte Stückzahlen mit Standardwälzfräser: 12'000 Stück pro NachschliffAktuell erreichte Stückzahlen mit Schnyder PERFECuT® Wälzfräser: 44’000 Stück pro Nachschliff
Nutzen:
tiefere Stückkosten weniger häufige Werkzeugwechsel